Què és la soldadura en fred, on s'utilitza i com funciona?

La unió de peces mitjançant soldadura en fred ha demostrat ser una solució força popular en els últims anys. Però per obtenir un bon resultat, cal esbrinar com aplicar correctament aquest mètode. També cal entendre les característiques tècniques d'aquests productes i les peculiaritats de la seva composició química.


Descripció
La soldadura en fred és coneguda per molts, i alguns consumidors reconeixen els mèrits d'aquesta solució. Però al mateix temps, hi ha una certa categoria d'artesans casolans que han trobat resultats negatius en utilitzar-lo. La raó en la majoria dels casos és òbvia: estudi insuficient de les instruccions i falta d'atenció als detalls d'aquesta tecnologia. Amb un ús adequat, la cola especial manté eficaçment diverses peces juntes durant força temps.


La soldadura en fred funciona de manera estable com una forma d'unir peces que no pateixen una tensió significativa. És en aquests casos que s'aconsella utilitzar-lo per arreglar equips de fontaneria i equips d'automoció. Però independentment del grau de fiabilitat, es necessita soldadura en fred per solucionar temporalment el problema. Més tard, tan aviat com es presenta l'oportunitat, cal una revisió important. La soldadura en fred és un mitjà d'unió de peces que permet connectar-les sense escalfar-se, pràcticament “al camp”.


La composició química de la cola pot incloure un o dos components (en el primer cas, el material s'ha d'utilitzar el més aviat possible, fins que perdi les seves qualitats).
Els avantatges de la soldadura en fred respecte d'altres opcions per unir materials són:
- eliminació de deformacions (mecàniques o tèrmiques);
- creant una costura uniformement ordenada, exteriorment uniforme i fiable;
- la capacitat de connectar alumini amb coure;
- la capacitat de tancar esquerdes i buits en contenidors i canonades que contenen substàncies explosives;
- sense residus;
- estalvi d'energia i combustible;
- Seguretat ambiental;
- la capacitat de fer tota la feina sense eines especialitzades.



Cal tenir en compte que la soldadura en fred només és adequada per a reparacions menors, ja que les costures formades són menys duradores que quan s'utilitzen mètodes "calents".

Tipus i finalitat
La soldadura en fred es pot utilitzar per a l'alumini. Després d'aplicar la cola, les peces es pressionen amb força i es mantenen sota pressió durant uns 40 minuts. La barreja finalment es solidificarà en 120-150 minuts. Aquesta tècnica és capaç tant de lligar peces planes com de tancar forats i esquerdes amb el mínim esforç.
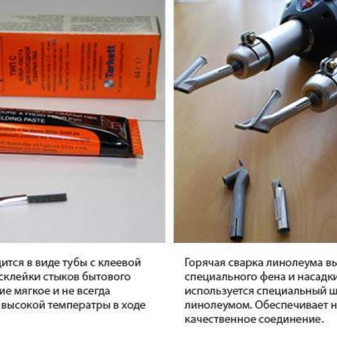
Les estructures de plàstic (incloses les a base de PVC) es poden soldar en fred a les instal·lacions industrials i a la llar. Bàsicament, aquestes barreges estan dissenyades per connectar canonades de plàstic per a calefacció, subministrament d'aigua, clavegueram. La soldadura en fred per al linòleum també es pot utilitzar per unir productes de cautxú dur. Cal tenir en compte que les unions entre parts de linòleum, si es fan d'aquesta manera, són molt millors que quan s'utilitzen altres adhesius o cinta de doble cara.



La soldadura en fred per a metalls, inclòs el coure, us permet tancar les fuites en diverses canonades i dipòsits.
A més, la capacitat pot ser:
- 100% ple;
- completament buit;
- sota pressió limitada.



Això vol dir que la reparació de bateries, radiadors, llaunes i barrils amb fuites i altres contenidors es pot dur a terme sense drenar el líquid. Fins i tot es poden utilitzar opcions de cola barates per reparar canonades d'aigua calenta; toleren fàcilment la calor fins a 260 graus. Però és imprescindible esbrinar si aquesta condició es compleix realment o si la temperatura serà més alta. El tipus de soldadura en fred d'alta temperatura conserva les seves qualitats de treball quan s'escalfa a 1316 graus. Permet connectar entre si superfícies exposades a la calefacció, difícils o impossibles de soldar de la manera tradicional.


Els dos tipus de cola més comuns són, per descomptat, per a ferro colat i per a "acer inoxidable". No hauríeu de confondre'ls entre ells, perquè cadascun només és adequat per al "seu" metall.
La modificació universal de la soldadura en fred permet:
- reparació de productes metàl·lics;
- reparació de cotxes;
- connecteu les peces fins i tot sota l'aigua.


Els més duradors i estables són, naturalment, aquells adhesius dissenyats exclusivament per treballar al mateix temps metall, fusta i polímers. L'avantatge d'utilitzar aquestes barreges en la reparació de fontaneria és que fins i tot els no professionals que no disposen d'equips sofisticats poden fer la feina. Els compostos universals també es poden utilitzar per enganxar ceràmica, productes de polipropilè. Independentment del propòsit específic, la soldadura líquida es produeix a l'igual que els productes que tenen la consistència de la plastilina.


Composició
La soldadura en fred de dos components es troba en un cilindre ple d'un parell de capes: la capa exterior és creada per un agent enduridor, i a l'interior hi ha un nucli de resina epoxi amb l'addició de pols metàl·lic. Aquest additiu ajuda a fer que l'adhesió de les peces sigui més forta i més fiable. Les característiques especials vénen donades per additius lleugerament diferents, acuradament amagats per cada fabricant. Però se sap del cert que el sofre està sempre present entre els components principals.
La soldadura en fred resistent al gas està formada per una varietat de resines. La seva durabilitat depèn de la magnitud de la càrrega i oscil·la entre diverses hores i diversos dies. Es recomana portar cola farcida de metall per tancar les ranures i els forats dels dipòsits de gasolina, només així serà possible arribar al servei més proper.

Especificacions
La rapidesa amb què s'asseca una soldadura en fred està determinada per la seva composició química. En la majoria dels casos, la costura resultant deixa de ser enganxosa després d'1-8 hores, tot i que hi ha excepcions. No s'ha d'oblidar que la cola especial sol endurir-se més lentament, ja que cal esperar que finalitzi la reacció en tot el gruix del recobriment. El temps de solidificació varia en funció de la temperatura de l'aire i la majoria de vegades oscil·la entre les 12 i les 24 hores. La costura formada per soldadura en fred condueix el corrent de manera uniforme al llarg de tota la seva longitud i gruix.


A partir de la combinació de propietats, es pot concloure que una composició d'alta qualitat per a la soldadura en fred es pot utilitzar en gairebé tots els casos quan no es pot utilitzar una màquina de soldadura elèctrica tradicional. Però perquè el resultat compleixi les expectatives, primer heu de triar un producte de qualitat.

Revisió dels fabricants populars
És útil guiar-se per les revisions a l'hora de comprar soldadura en fred, però és igualment important saber quins productes dels fabricants tenen una demanda constant. Els productes russos d'aquest tipus són relativament assequibles, però la seva qualitat sovint no compleix les expectatives dels compradors. A jutjar per les valoracions que comparteixen fins i tot per experts professionals, entre les marques estrangeres les millors Abro i Hi-Gear.
Si encara busqueu barreges de producció nacional, a les primeres línies de qualsevol qualificació resulten invariablement ser Almaz i Polymet... Productes de marca "Diamant" s'endureix en 1 hora, i la junta adquireix tota la resistència en 24 hores.Només així serà possible exposar-lo a totes les càrregues. L'adhesiu es pot reutilitzar si es tanca amb un embolcall de plàstic i s'envasa en un tub.


El manual del fabricant ho indica "Diamant" es pot aplicar fins i tot a superfícies humides. Només cal planxar-lo fins que l'adhesió sigui evident. Perquè la cola s'endureixi, es subjecta amb un torniquet durant 1/3 hora; aquest procés es pot accelerar bufant la zona encolada amb un assecador de cabells. Segons el fabricant, no es fa responsable de les conseqüències de la soldadura en fred en zones mal ventilades i/o sense guants de protecció.
La seva composició química, a més de les resines epoxi, inclou farcits d'origen mineral, enduridors i farcits a base de ferro. La temperatura crítica és de 150 graus, el temps per aplicar la barreja després de la preparació és de 10 minuts. La temperatura mínima de funcionament és de +5 graus, però cal tenir en compte que amb ella el cicle de vida del material es mesura en minuts.


La soldadura en fred per al linòleum es subministra al mercat rus amb els graus A, C i T (aquest últim s'utilitza amb menys freqüència). Modificació A - líquid, conté una alta concentració de dissolvent. Les vores del suport s'enganxen amb la mateixa eficàcia que el centre. És impossible utilitzar aquesta substància per segellar esquerdes grans a causa de la seva consistència. Però li permet crear un elegant, difícil de detectar, fins i tot amb una inspecció de prop de la costura.
Amb tots els avantatges de la soldadura en fred tipus A, només és adequat per a linòleum nou, a més, tallat segons totes les regles. Si el material ja s'ha emmagatzemat durant molt de temps o s'ha tallat de manera inadequada, seria més correcte utilitzar cola tipus C. Conté més clorur de polivinil i, en conseqüència, la concentració del dissolvent disminueix. Aquest material és gruixut, fins i tot pot cobrir esquerdes bastant grans. No cal un ajust escrupolós precís de les vores, es permeten espais de fins a 0,4 cm entre ells, i això no interfereix amb el compliment dels requisits tecnològics.



La soldadura en fred del grup T està pensada per treballar amb linòleums multicomponent, el component principal dels quals és PVC o polièster. La costura resultant serà alhora fiable, d'aspecte net i prou flexible. Amb l'ajuda d'aquesta barreja, fins i tot es poden unir fulls i rotlles de recobriment de grau semi-comercial.
Soldadura en fred per metall sota la marca "Thermo" És una combinació de metalls i silicats amb alta viscositat. "Thermo" excel·lent per treballar amb aliatges resistents a la calor, inclòs el titani. Si necessiteu reparar peces cremades del silenciador del motor, esquerdes formades a les peces del motor sense desmuntar-les, aquesta és la millor solució. La costura creada no només es pot operar en el rang de temperatura de -60 a +900 graus, sinó que és molt forta, tolera bé l'entrada d'aigua i l'exposició a fortes vibracions. Però el material mostrarà les seves millors qualitats només després d'un processament exhaustiu de les peces, eliminant-ne les menors zones rovellades i els dipòsits.


Instruccions d'ús
La soldadura en fred no és possible si la superfície no està ben preparada. La millor manera de netejar-lo és el paper de vidre, i podeu jutjar la preparació de la superfície per la capa de metall exposada i les ratllades. Com més esgarrapades d'aquest tipus a cada àrea, com més profunds entren al material, més forta serà la connexió. El següent pas és assecar el material, per al qual n'hi ha prou amb un simple assecador de cabells.
Es poden trobar afirmacions que la soldadura en fred uneix amb èxit fins i tot les peces humides., però per molt impressionant que pugui semblar aquesta connexió, és poc probable que sigui fiable i segellada, resistent a l'acció de l'aigua i als factors nocius. Assecar-se sol mai és suficient, encara cal eliminar la capa de greix de la superfície.El mitjà més fiable per al desgreixatge era i continua sent l'acetona, elimina amb eficàcia fins i tot taques molt petites.


Després arriba el torn de la preparació del propi adhesiu. El fragment de la mida desitjada es pot separar del cilindre només amb un ganivet afilat. Només s'han de tallar, en cas contrari, es violaran les proporcions de resina i enduridor especificades pel fabricant a l'hora de formular la formulació. Quan es talla una peça, s'arruga fins que quedi suau i de color completament uniforme. És fàcil evitar que la barreja s'enganxi a les mans, només cal submergir regularment els palmells en aigua (preparat amb antelació, perquè és molt més còmode que obrir constantment l'aixeta, encara que estigui molt a prop).


Treballant amb les mans, és important accelerar quan la cola aconsegueix la consistència desitjada. N'hi ha prou amb deixar-lo sense vigilància durant uns minuts per detectar l'inici de la solidificació. En aquest cas, encara heu de treballar amb cura. La soldadura en fred ha de penetrar parcialment a l'interior en tancar el forat. Però quan la bretxa és massa gran, s'aconsella tancar-la amb un pegat metàl·lic, que ja aguantarà la soldadura en fred.


La cola es curarà completament després de 24 hores (tot i que de vegades la recepta accelerarà aquest procés).
Abans de l'expiració del temps especificat pel fabricant, és impossible acabar l'àrea reparada:
- netejar-lo;
- massilla;
- cebada;
- pintura;
- tractar amb antisèptics;
- triturar;
- utilitzar canonades d'aigua o radiadors de calefacció tampoc val la pena.

El fet que amb l'ajuda de la soldadura en fred pugueu soldar una varietat d'estructures i els seus detalls, per aconseguir un efecte impressionant, no vol dir que la pugueu utilitzar sense pensar. Es recomana no només llegir les instruccions del fabricant, sinó també mirar les revisions, els consells d'experts. No hem d'oblidar que l'acetona i altres agents desgreixants suposen un gran perill per a la salut de persones i animals, en casos especialment difícils poden arribar fins i tot a la discapacitat o la mort. Per tant, cal portar roba de protecció, treballar a l'aire lliure o amb bona ventilació a l'habitació, preferiblement en presència d'algú que pugui ajudar.


Consells útils dels professionals
Es recomana utilitzar cola a base de plastilina a base d'epoxi quan sigui necessari reparar metalls o els seus aliatges. La mescla és impermeable a l'aigua, dissolvents i fins i tot olis industrials. Es pot utilitzar per enganxar productes que s'utilitzaran a temperatures de -40 a +150 graus. Aquesta composició roman en funcionament durant no més de cinc minuts, i quan ha passat una hora, el metall encolat ja es pot esmolar, perforar, polir, etc.
Els experts creuen que la fixació més fiable de superfícies planes amb pinces. Per tal de detectar zones del radiador d'un cotxe que permeten el pas de líquid, es bufa per l'aigua amb un compressor des de l'interior; llocs on surten bombolles i s'han de processar. Aquestes reparacions són a curt termini, quan no és possible recórrer a un servei de cotxes per demanar ajuda en les properes hores. És categòricament inacceptable, fins i tot durant un temps curt, utilitzar cola dissenyada per a un material diferent o per a un escalfament menys intens.


Què és la soldadura en fred i per a què serveix, mireu el vídeo següent.













El comentari s'ha enviat correctament.