Com processar el plexiglàs?

Les preguntes sobre com processar plexiglàs, com perforar-lo a casa són molt freqüents. Treballar amb plexiglàs a màquines CNC té les seves pròpies subtileses. Un tema a part és com processar aquest forat addicionalment. Tot això permetrà fins i tot als artesans novells evitar molts errors.

Tipus de processament
Abans de parlar de com es pot processar exactament el vidre orgànic a casa, cal conèixer els principals tipus d'aquests processos. Si parlem, en general, de totes les opcions possibles, la llista serà la següent:
- tall;
- fresat;
- mòlta;
- processament de plexiglàs amb pedra tosca;
- estampació;
- aconseguir un plec;
- treball de tornejat.



Un material similar, independentment del tipus específic (això també s'aplica al vidre acrílic, per descomptat, i fet de clorur de polivinil), es reconeix com un tipus de plàstic termoplàstic. Quan les temperatures augmenten, fins i tot només fins a 150 graus, hi ha inevitablement un major risc de deformacions. Per tant, la perforació del vidre orgànic es considera una operació molt més complicada que polir, fresar o tallar a mida. Per perforar correctament un forat tant al CNC com a mà, cal seleccionar acuradament el trepant que coincideixi amb la mida.
Cal prestar atenció a la marca del dispositiu de perforació.

En qualsevol cas, cal tenir en compte que el vidre orgànic, en comparació amb el vidre convencional:
- el doble de llum;
- més fort;
- suporta els cops amb més fermesa;
- protegeix de manera òptima contra la propagació de la calor;
- molt més transparent.
Per defecte, l'acrílic està cobert amb una pel·lícula aïllant. No s'ha de violar. Quan es treballa amb aquest material, cal controlar constantment que no s'escalfi excessivament, cosa que s'aconsegueix mitjançant la selecció de l'eina i el mode d'acció. Totes les eines s'han de moure amb la màxima cura possible. Qualsevol moviment sobtat pot trencar el producte delicat.


Normes de treball
El plexiglàs es pot tallar fins i tot amb mitjans improvisats elementals. També és adequada una serra metàl·lica banal. En condicions industrials, fins i tot de vegades s'utilitzen làsers especials. Però en la majoria dels casos, encara intenten trobar algun tipus de compromís entre la perfecció de l'instrument i el seu cost. Per tant, a la pràctica sol ser necessari utilitzar serres circulars, serres de cinta i talladores. S'aconsella treballar amb una serra de cinta on no calgui un tall recte net (és a dir, quan es reben els primers en brut per a l'emmotllament).
La velocitat de torsió del mecanisme de cinturó és de 700-800 m per minut. Quan es requereixi un contorn clar i suau, s'aconsella utilitzar talladors. Amb les serres circulars es fan talls rectes precisos. La línia de marcador serà molt clara.
Es recomana serrar acrílic fos amb dents endurides amb carbur; velocitat de rotació òptima de 800 a 1200 m per minut.


En condicions industrials, serà millor processar plexiglàs en equips d'alta velocitat. Els talls més ràpids i les baixes velocitats d'avanç produeixen vores excel·lentsa les. La secció dels discs és de 25 cm.Els propis discs estan fets d'aliatges d'alta velocitat. També es pot utilitzar metall fèrric ordinari, però amb enduriment amb components de carbur.
El tall per làser és molt més precís que l'ús d'eines elèctriques. Hi haurà menys residus durant aquest treball. Però en aquest cas, la tensió dins del producte augmenta. Enganxar aquestes superfícies és molt perillós.
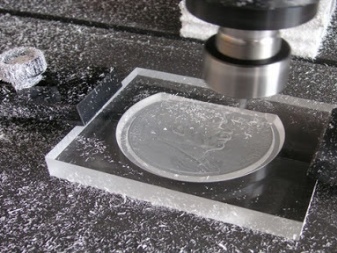
Podeu perforar plexiglàs amb una màquina de perforació fixa o mòbil. El trepant ha de ser d'aliatge d'alta velocitat. Està dissenyat per al màxim rendiment. Com més profund sigui el trepant, més sovint s'ha d'aixecar el trepant. Això permetrà treure les fitxes i alhora reduir l'escalfament del material. Refrigerar els accessoris de tall amb fluids especials o aire comprimit ajuda a reduir les tensions internes perilloses.


Per al gravat, en la majoria dels casos, s'utilitzen rippers, que es col·loquen sobre pantògrafs. Els propis talladors estan equipats amb petits talladors de diversos perfils.
En casos difícils, s'utilitzen equips de tall per làser. Per millorar el gravat, la profunditat del feix és limitada.
La mòlta de plexiglàs rugós o deformat es pot fer amb esmeril humit recobert de grans de corindó. Quan s'acaba la mòlta en brut, la superfície es tracta amb mescles de poliment com VIAM, crocus. El treball es realitza manualment o en equips de poliment. Les vores tallades i les superfícies mates es polien mecànicament sense problemes amb talladors de diamant. En talls corbats i en altres casos difícils, es realitza un poliment al foc a alta temperatura. Haureu de treballar amb la màxima cura possible, netejant acuradament la capa tractada; L'estrès s'evita mitjançant el recuit, que facilita l'enganxament o la tinció.
El plexiglàs s'ha de modelar en tres etapes:
- escalfant;
- l'emmotllament real;
- eliminació de calor i refrigeració.


Consells útils
El vidre orgànic extruït es pot enganxar mitjançant:
- cola de pel·lícula;
- cola polimeritzable;
- epoxi, adhesius de polièster.
Un tall curvilini es fa amb un fil de nicrom o una font termal. Pel que fa al tornejat, l'opció més pràctica és el mateix mode que per al processament d'alta velocitat de fusta dura. Els xips són decisius per jutjar la qualitat del treball.

En perforar, l'angle de la punta del trepant ha de ser com a màxim de 60 graus per a làmines primes i de 70-90 graus per a peces de treball gruixudes.
És millor doblegar el plexiglàs després d'un escalfament a fons al lloc necessari; Això s'aconsegueix amb l'ajuda d'un soldador, un assecador de cabells de construcció i, en absència, amb l'ajuda d'un tub metàl·lic calent.
Exercicis ideals:
- tenen una ranura amb un angle de pujada de 17 graus;
- afilat a la cantonada frontal en 3-8 graus;
- afilat a l'angle posterior en 0-4 graus.
Un trepant cònic produirà un forat cònic. L'eina escalonada ajudarà a perforar canals cilíndrics. Es pren una broca de fresat per fer un forat allargat.



Important: independentment del tipus, la punta ha d'estar en perfecte estat. Cal començar a perforar a velocitat mínima, després, quan apareix una osca, passen a velocitat mitjana.
Només en l'últim terç del material té sentit perforar el més ràpidament possible.... Però fins i tot llavors no hem d'oblidar-nos de reduir periòdicament la velocitat al mínim. Després d'haver trobat rebaves, perfora-les amb un trepant de pedra mineral a les velocitats més baixes.
Important: podeu perforar plexiglàs amb un trepant, però no podeu utilitzar un tornavís. Es recomana mecanitzar forats de més de 10 mm i més amples de 7 mm en màquines fixes amb dissipació de calor de l'aigua.
Com tallar plexiglàs, mireu el vídeo.













El comentari s'ha enviat correctament.