Visió general i recuit de les volanderes de coure

La revisió i el recuit de les volanderes de coure és un tema molt important en el camp tècnic modern. Una visió general dels jocs de volanderes de segellat 10x14x1 mm i altres mides és de gran importància. És molt útil saber com recollir-los, així com quins són els requisits bàsics per al GOST existent.
Descripció i finalitat
Es practica l'ús de diversos elements de segellat per millorar la fiabilitat i l'estabilitat de les connexions de cargol. L'elecció del material per a la rentadora està determinada pels impactes que experimentarà la connexió. La rentadora de coure és la més adequada quan hi ha temperatures i pressions elevades de manera contínua o intermitent. Per tant, s'utilitza àmpliament a la indústria de l'enginyeria a l'hora de muntar mecanismes dissenyats per a alta pressió. En primer lloc, estem parlant de combustible i equips hidràulics.


L'atractiu de les rentadores de coure per al suport d'una motoserra i per a un tap de drenatge del cotxe també s'associa amb:
- alta resistència química del seu material en un entorn agressiu;
- excel·lent resistència a la corrosió;
- preservació de les funcions de segellat sota l'acció de temperatures elevades, així com amb fluctuacions importants en el règim tèrmic;
- resistència a les vibracions;
- resistència i estabilitat de les propietats bàsiques sota pressió significativa.

Aquests elements de subjecció també es poden utilitzar en mecanismes d'automoció, totes les parts dels quals s'escalfen constantment, mentre encara estan humitejats. Aquest alt nivell de responsabilitat fa que aquestes rentadores compleixin uns requisits molt exigents. El compliment del GOST especificat per a un tipus específic de producte és d'importància clau. La informació de compliment es pot trobar a l'embalatge original del kit i al certificat de qualitat que l'acompanya. L'assoliment de les propietats requerides depèn principalment de les característiques de la matèria primera.

L'aspecte de les rentadores es descriu clarament a GOST 18123-82. D'acord amb aquesta norma, no hi hauria d'haver desviacions de la forma llisa a la superfície. No es permeten rebaves ni esquerdes. Les rentadores amb signes de corrosió o amb degoteigs metàl·lics tampoc compleixen les normes. La rugositat de més de 3,2 micres també permet no acceptar el producte.
El procés de control implica, en primer lloc, un control visual. Si cal, es realitza un estudi precís mitjançant una lupa. La rugositat s'avalua mitjançant estàndards d'indicadors d'acord amb GOST 9378-75 o utilitzant dispositius de mesura especialitzats.
De vegades, la rentadora de coure està recoberta amb una capa especial de pols per proporcionar una resistència addicional a la corrosió. Aquest recobriment està regulat per GOST 9.302-79.

Característiques de la producció
Estructuralment, els conjunts de volanderes de coure poden representar col·leccions de discos rodons, de vegades rectangulars. Es distingeixen clarament per les seves categories de precisió. Nivell de precisió estàndard - B, nivell de precisió augmentat - A. La tecnologia que s'utilitza ara implica la producció de volanderes de coure per tall o extrusió de metall. Els elements inicials poden ser fulls o plaques.

El producte de segellat s'ha de recuit i després clarificar. No pot tenir rascades i abolladures. Tampoc no hi hauria d'haver tacs que impedeixin el funcionament de la rentadora. El paper del recuit és augmentar la plasticitat del metall, per la qual cosa s'exclou la deformació de la peça amb una caiguda de temperatura.
Els graus de coure M1, M2, M3 s'utilitzen amb més freqüència per a la producció de rentadores. Entre ells, l'M3 és la millor opció. És cert que el metall es pot substituir en funció dels matisos de l'operació futura.
En alguns casos, s'utilitzen graus més exòtics de coure, que contenen petites quantitats d'oxigen i fòsfor.

El recuit es realitza directament en producció, però si el producte s'emmagatzema durant molt de temps, haurà de repetir el procediment.

Graus materials
El marcatge oficial de la rentadora de coure sempre indica la presència de recobriments en pols. Els productes de classe P29 estan galvanitzats i passivats. La marca P34 significa que el producte només està passivat. En els casos en què la norma preveu més d'una classe de precisió, les seves designacions es col·loquen al principi de la marca. La composició del marcatge inclou:
- tipus d'execució;
- secció del fil;
- gruix de la part;
- marca química;
- índex condicional;
- el gruix del recobriment utilitzat;
- estàndard aplicat.
Hi ha estàndards bàsics:
- GOST 10450-78 (productes petits)

- GOST 6958-78 (renandes augmentades)

- GOST 11371 (estructures planes)

- GOST 19752-84 (juntes planes de metall per segellar)

- DIN 7603 A (anells de coure de segellat).


La rentadora de coure i alumini té una marca especial: SHAM. Hi ha diferències de diàmetre. Altres marques:
- DIN 125 (bàsic)

- DIN 433 (estret, per revestiment)

- DIN 7349 (per a passadors de molla)

- DIN 988 (suport, per ajustar)
- WIDE (tipus de cos).

Com recuit correctament
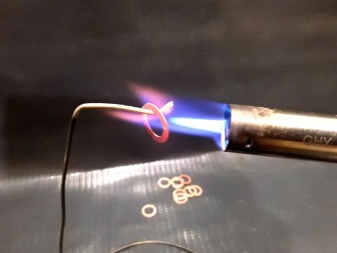
Val la pena disparar volanderes de coure sota els broquets, encara que només per alleujar les tensions internes que apareixen inevitablement durant el processament del material en producció. Però és molt important seguir aquest procediment amb claredat. El procés es porta a terme quan s'escalfa a 700 graus. A continuació, les peces es refreden suaument de manera natural a temperatura normal fins que es refreden a +25 graus centígrads.
El tractament tèrmic es realitza mitjançant una torxa de soldadura. La flama s'encén amb oxigen i acetilè subministrats des de diferents cilindres. Un altre matís important: calen guants i ulleres. Hi hauria d'haver un extintor a prop del lloc de treball. Després d'haver connectat les mànegues als cilindres, cal obrir la vàlvula d'acetilè del cremador en un 50%. Després d'encendre el gas, espereu fins que aparegui una flama de color vermell ataronjat.

A continuació, s'obre la vàlvula d'oxigen fins que apareix una flama blava. En aquest moment, les rentadores estan cremades. El foc es dirigeix cap al disc i es dirigeix al llarg de la superfície, aconseguint una lluentor vermell cirera. A continuació, tanqueu immediatament les dues vàlvules de gas. Després, com ja s'ha dit, caldrà deixar refredar els productes.

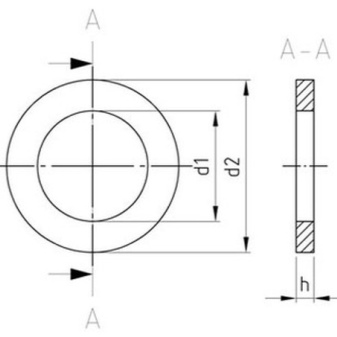
Dimensions (editar)
Les dimensions de les volanderes de coure varien molt segons l'estàndard de fabricació aplicable i l'àrea d'ús. A la pràctica domèstica, hi ha les dimensions bàsiques següents:
- volanderes de segellat per a KAMAZ 6x12x1 (1,5), 8x12x1,0;
- segellat per a canonades d'oli de KAMAZ i MAZ 8x12x1,5, 9x15x0,7;
- per a injectors KAMAZ 9,7x17,5x1,5;
- per a línies de combustible 10x16x1.0 (1.5).
Un bon exemple de productes amb un gruix d'1 mm és la modificació 10x14x1. Les dimensions exactes seran de 10,3x14,6x1,0. Un sol exemplar pesa 0,67 g. L'alliberament de les volanderes 10x14 es fa almenys en lots de 10 peces.
Important: només els fabricants russos intenten mantenir aquestes dimensions exactament.

El producte també és popular amb la mida de 5x10x1, així com 10x12x1, 38x52x3. Els productes de la categoria M10, inclòs M10x14, difereixen:
- amb un diàmetre de 10 mm (no sense motiu tret a la designació);
- amb un pes de 3 grams;
- amb un diàmetre interior de 20 mm.


Finalment, al mercat es demanen rentadores de coure de les següents mides:
- M8;
- M12;
- M14;
- M16.

Al vídeo següent es presenta un procés detallat per a la recuit de les volanderes de coure.













El comentari s'ha enviat correctament.