Tot el que necessites saber sobre els trepants de fusta

El trepant de ploma, amb el qual podeu fer un forat d'un diàmetre determinat, és una de les eines més buscades que són populars entre fusters, fusters i altres artesans que treballen amb diversos tipus de materials. El trepant té una alta ràtio de productivitat i permet fer ràpidament forats rodons de diversos diàmetres a la peça que s'està mecanitzant. El treball es pot realitzar no només en peces de fusta, sinó també per processar panells de guix, diversos plàstics, MDF i aglomerat. Per la seva estructura, l'eina de perforació tipus ploma té un cos allargat en forma de vareta, a l'extrem de la qual hi ha una punta de tall allargada i una petita protuberància en forma de con.



Peculiaritats
La broca de fusta consta d'un cos de treball i una secció de cua. El procés de perforació el realitza la part de treball, que sembla una fulla petita plana, però molt afilada. Al final de la fulla, estrictament al centre, hi ha una petita protuberància en forma de con, que s'utilitza per marcar el centre del futur forat del material de la peça. Les fulles eixamplats de l'eina de ploma tenen vores afilades situades a banda i banda de l'eina, en relació amb la vora afilada.
Les fulles laterals estan afilades en angle, la inclinació del qual es fa cap a la dreta.


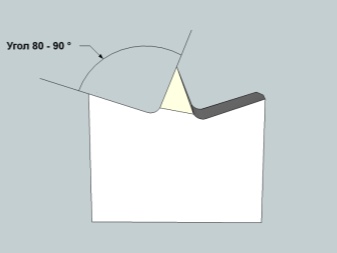
Les eines de ploma per perforar es fabriquen amb un costat de treball o amb dues superfícies de tall. Un trepant de ploma d'una sola cara talla un angle de tall de 75-90 ° al material de la peça, mentre que un model d'eina de doble cara talla a un angle de 125-135 °.

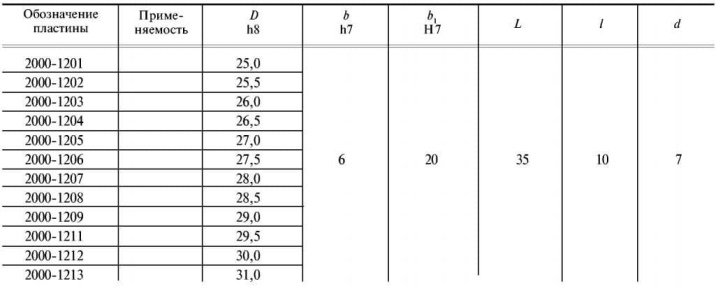
En la producció de trepants de plomes, els fabricants s'adhereixen a proporcions verificades establertes entre l'amplada de la fulla de treball i el seu gruix. Per exemple, per a una eina amb un diàmetre de 5 a 10 mm, el gruix de la peça de treball serà d'1 a 2 mm. Les broques amb un diàmetre de 10 a 20 mm tenen un gruix de part de treball de 2 a 4 mm. Si el trepant té un diàmetre superior a 20 mm, el gruix de la fulla serà de 6 a 8 mm.



Dimensions (editar)
Amb un trepant de ploma es poden fer forats amb diàmetres que oscil·len entre 5 i 60 mm. Per realitzar tipus de treball específics, els artesans trien una mida determinada del trepant, però si cal, podeu comprar un conjunt d'eines amb els diàmetres més demandats: 25 i 35 mm, així com 40, 50 i 60 mm. Aquests paràmetres sovint es demanen per resoldre diversos problemes relacionats amb la fusteria, així com en la fabricació de mobles o altres productes de fusteria. Si el forat que cal fer és d'un diàmetre superior a 60 mm, haureu d'utilitzar un altre tipus d'eina de tall: una corona circular, ja que la broca de nucli en aquest cas no podrà processar una àrea més gran que el seu diàmetre.
La longitud de l'eina de la ploma per perforar és de 150 mm, i al seu extrem, enfront de la part de treball, hi ha un processament del cos del nucli en forma d'hexàgon.
Això fa possible fixar el trepant dins del portabroc d'un tornavís o trepant, així com utilitzar adaptadors hexagonals especials per realitzar una extensió de trepant ajustable. Malgrat la senzillesa del seu disseny, l'eina de perforació de ploma té moltes qualitats positives i fa un treball excel·lent amb la tasca que se li assigna.


Opcions de processament
A l'hora de triar un trepant per fer forats de gran diàmetre, els fusters professionals i els que els agrada fer productes de fusta amb les seves pròpies mans es guien pel tipus de forat que han de fer. Els forats en blancs de fusta o plàstic són dels següents tipus.
- D'extrem a extrem - és a dir, el forat travessa tot el gruix del material de la peça. En aquests forats s'insereixen diversos elements roscats. Aquests poden ser tacs, cargols. A més, sense fer un tipus de forat, és impossible instal·lar manetes o panys de les portes. A més, a través de la perforació s'utilitza àmpliament en la fabricació d'estructures de mobles.

- Sord - el forat passa només per una certa profunditat en el material, sense tenir una sortida pel revers de la peça. Els forats cecs es fan per muntar frontisses de portes o s'utilitzen en productes de mobles per muntar un sistema d'obertura-tancament de porta interior, així com per instal·lar tiradors o panys.

En alguns casos, un trepant de ploma és un substitut d'un tallador de disc, que també s'utilitza per fer forats de diàmetres grans i petits, però, a diferència d'un trepant, costa diversos ordres de magnitud més.
Si el treball és d'una sola vegada i el diàmetre del trepant s'ajusta al diàmetre del forat requerit, no té sentit comprar equips cars, ja que podeu sortir de la situació utilitzant una eina de ploma assequible per perforar.
El trepant de ploma és adequat tant per a trepants elèctrics com per a tornavís sense fil simplement connectant-lo al portabroques d'aquestes eines.

Consells de selecció
A les ferreteries modernes, hi ha una gran selecció de models de trepant de ploma que difereixen en la marca i el cost del fabricant, depenent de la qualitat del producte. Quan escolliu aquesta eina, heu de parar atenció als paràmetres més importants següents.
- Proporcionalitat de la forma - hi ha dues fulles afilades a la part de treball del trepant en relació a la cornisa central afilada. Les dues parts del producte han de ser simètriques i afilades amb el mateix angle. No serà superflu comprovar la conformitat de l'eina amb el diàmetre del trepant indicat a l'embalatge, això és especialment cert per als productes de fabricació xinesa.
- Qualitat d'afilat - La part de treball de les fulles de tall del trepant ha d'estar ben afilada, lliure d'estellades, estellades i complir les normes tècniques. El trepant s'afila automàticament en producció i es veu perfectament pla.
- Defectes - L'eina adquirida s'ha d'examinar acuradament per detectar defectes ocults, que es poden trobar tant a la superfície de treball del producte com al cos de la vareta. El trepant, fabricat a la fàbrica, no presenta deformacions, rascades, estelles, abrasions i restes d'òxid.


Per no equivocar-se amb l'elecció d'una eina de ploma per perforar i comprar un producte de gran qualitat i fiable, els experts aconsellen prestar atenció al color del metall que consta. El metall del trepant més durador té un color fosc profund, que el material adquireix en el procés de processament de la seva superfície amb vapor calent.
Aquest tipus d'enduriment reforça l'aliatge d'acer i el fa més resistent a l'estrès mecànic.
Si el trepant té un to d'acer de plata fosc, això indica que l'eina no ha estat sotmesa a un processament addicional, el que significa que està menys protegida de l'estrès mecànic i la seva duresa és inferior a la d'un anàleg de color fosc.

Alguns trepants de ploma tenen un color daurat característic i una superfície brillant. En veure aquesta eina, heu de saber que el fabricant ha tractat la seva superfície amb un recobriment de nitrur de titani. Aquest recobriment allarga significativament la vida útil del trepant, mantenint les seves propietats de tall durant el funcionament, i el titani també protegeix la superfície del trepant de danys mecànics. Amb un trepant de ploma de titani, podeu treballar amb materials especialment resistents fent-hi forats d'un diàmetre determinat, mentre que el trepant no s'ha d'ajustar ni afilar regularment; això s'haurà de fer amb molta menys freqüència que en els trepants de ploma convencionals. fet d'aliatges d'acer sense revestir.


Normes de funcionament
Per obtenir la màxima eficiència a l'hora de realitzar treballs amb un trepant perforat, així com per allargar el període de funcionament, s'han d'observar les regles següents.
- El treball de perforació de forats en superfícies de fusta s'ha de dur a terme a velocitats de trepant baixes, amb un indicador de no més de 300-450 rpm. S'ha d'observar la regla: com més gruixut sigui el diàmetre del trepant, més baixa hauria de ser la seva velocitat de rotació. Aquest enfocament permet obtenir millors resultats i evita que la broca es deformi.
- Per treballar amb un trepant de ploma, el més adequat és un trepant elèctric, que té la capacitat d'ajustar la seva potència, mentre que un tornavís no sempre pot donar la força i la velocitat de rotació desitjades per al trepant.
- Si la longitud estàndard del trepant no és clarament suficient per fer un forat en llocs de difícil accés, cal utilitzar un adaptador especialment dissenyat per a això, que es fixa al mandril del trepant elèctric.
- Abans de començar el treball de perforació, es mesura acuradament la secció de la superfície de treball de la peça i es descriu el lloc de treball del trepant, és a dir, el punt on s'instal·larà la seva protuberància en forma de con; aquest serà el centre de la perforació. el cercle que s'ha de realitzar quan l'eina està en funcionament. A més, el trepant s'ha d'instal·lar en relació al pla de treball, mantenint només un angle de 90 °.
- Es recomana iniciar el procés de perforació a baixes velocitats del trepant elèctric, afegint-los gradualment a mesura que el trepant s'endinsa més en el material de la peça. Afegir RPM al trepant ajudarà a que el trepant passi més fàcilment pel material i protegirà el motor del trepant del sobreescalfament. Quan observeu que la broca de nucli ha assolit la profunditat requerida dins del material de la peça, el procés de perforació s'ha d'aturar.


Després de fer el forat a la peça, dins del seu nínxol, si no passa, es recollirà una gran quantitat de material de rebuig en forma d'encenalls.
S'han d'eliminar, i això es fa millor no només al final del cicle complet de treball, sinó també durant la seva execució, tan bon punt observeu que s'han acumulat moltes fitxes.
Per fer-ho, s'atura la perforació, s'eliminen els encenalls del forat i, a continuació, el trepant es torna a submergir a la cavitat formada i continua perforant fins al nivell de profunditat requerit.


Com esmolar?
Com qualsevol trepant de treball, una eina de ploma s'ha d'esmolar de tant en tant, ja que en el procés de perforació de les fulles de la part de treball d'aquest producte es tornen molt avorrides i ja no poden fer forats precisos. Això es pot fer sense recórrer a l'ús de tecnologies complexes: l'afilat d'un trepant en forma de ploma es realitza amb una llima plana normal o s'utilitza una petita màquina amb una roda d'esmeril. En el procés de girar una eina, és important mantenir l'angle de la fulla de tall, així com la forma dels talladors de la part de treball del trepant. A més, és important mantenir la protuberància cónica estrictament centrada a l'eina.

El fet és que qualsevol desviació de la part afilada és inevitable durant l'execució del treball comportarà que es violarà el centratge del forat realitzat per aquest trepant.
Si durant el procés de treball l'eina de la ploma per perforar es va deformar fortament, no podreu restaurar completament les seves proporcions geomètriques sense un equip especial.Per tant, el temps i l'esforç invertits en el procés, si editeu el trepant a mà, no donaran els seus fruits: aquesta eina ja no és adequada per al treball, s'haurà de llençar. El cost d'un trepant de ploma no és tan elevat, de manera que la manera més senzilla en aquesta situació és comprar un producte nou per a tu mateix.


Per obtenir una visió general de la marca Irwin Blue Groove, vegeu a continuació.













El comentari s'ha enviat correctament.