Tot sobre esmolar trepants
Els professionals de la construcció tracten constantment amb diferents tipus de trepants que es tornen avorrits amb el temps. Els elements de tall de mala qualitat es tornen inutilitzables després d'uns mesos. Les mostres de marca cares serveixen als seus propietaris durant més d'una dotzena d'anys. I són els seus constructors els que no volen perdre, sinó que els envien a esmolar. En principi, aquesta és la decisió correcta, però, cal pagar molts diners per restaurar l'estat d'un trepant contundent. I per no buidar la cartera, podeu fer servir les recomanacions per esmolar-vos.


Normes fonamentals
Qui fa servir el trepant un cop l'any no s'adona que perd la seva nitidesa. Però amb aquest enfocament, en un moment donat, simplement no farà un forat. I llavors haureu de prendre una decisió independent, ja sigui per comprar un trepant nou o per restaurar-ne un de contundent.


El mateix procés d'afilat en equips professionals no requereix esforç humà, cosa que no es pot dir sobre la restauració de l'agudesa amb les vostres pròpies mans. Tanmateix, abans de continuar amb un coneixement detallat de les regles d'afilat i les complexitats del procés, cal esbrinar els signes que el trepant aviat es tornarà inutilitzable:
- l'element de tall està molt calent;
- petites encenalls de metall surten volant per sota de la vora;
- el soroll del trepant de treball es fa moltes vegades més fort.

Cal prestar especial atenció a l'última característica. La fricció entre la vora roma de les broques giratòries i la superfície a perforar augmenta, donant lloc a un soroll inusualment fort. En aquesta situació, cal deixar de funcionar immediatament, en cas contrari, l'element de tall s'escalfarà, la seva estructura canviarà, de manera que simplement no serà possible restaurar el trepant.

A més, es proposa familiaritzar-se amb algunes de les regles i instruccions dels artesans experimentats que es dediquen a l'afilat regular de puntes de centratge romes.
I el que és notable, a partir de la informació que s'ofereix, queda clar que podeu restaurar el trepant amb les vostres pròpies mans.

El procés d'afilat del trepant requereix un equip especial. En aquest cas, estem parlant de rectificadores i accessoris per a trepants i martells. Una màquina d'esmolar és un dispositiu equipat amb una pedra d'esmolar. Les broques de trepant i martell tenen formes de punta inusuals. Sovint a les cases privades hi ha una màquina d'esmolar en miniatura, ja que aquest dispositiu es pot utilitzar per esmolar no només trepants.

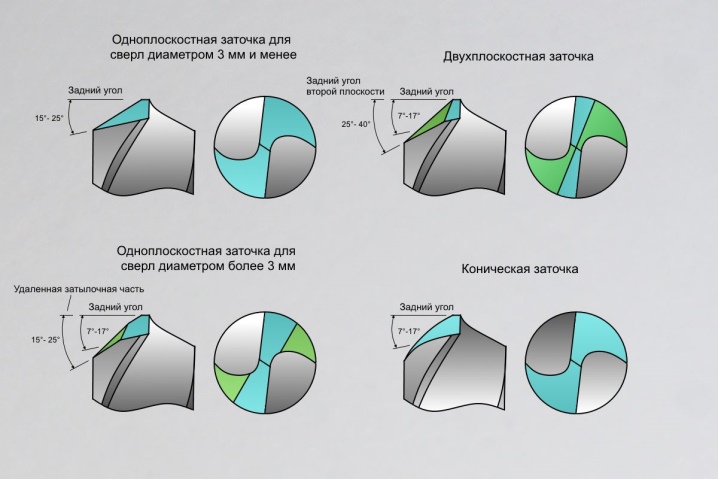
La tecnologia d'afilat depèn del tipus de trepant. Actualment, hi ha a la venda elements de tall cònics, de cargol, cilíndrics, d'un pla i de doble pla. Cadascun dels tipus d'elements de tall presentats requereix un enfocament especial per a l'afilat, però el comú entre ells és que només s'afilen les vores posteriors.

És molt difícil fer-ho manualment, però és possible. Sobretot quan es tracta d'exemplars petits. Les broques petites i primes sempre s'afilen a mà, gràcies a la qual cosa una persona omple la seva mà amb l'habilitat d'esmolar i al cap d'un temps pot posar en ordre els elements de tall de grans mides.

Els trepants d'un sol pla es diferencien dels seus homòlegs per la presència d'un sol pla. L'angle d'inclinació de la nitidesa segons la norma oscil·la entre 28 i 30 graus. És aquesta part la que es presta a la restauració. Aquest plànol bisellat s'apropa a una mola inactiva.Si la pedra gira, és molt probable que el trepant tingui l'angle incorrecte. Els trepants de dos plànols s'afilen de manera similar. L'única diferència en el procés d'afilat és la necessitat de processar dos plans.

És important tenir molta cura a l'hora de restaurar les broques afilades. No s'ha de violar la forma afilada de la vora. És per això que cal portar el trepant a una mola giratòria, pressionar l'element de tall i utilitzar moviments oscil·latoris per afilar el con. El més important és no treure el trepant de la pedra i dur a terme tot el procediment amb un sol toc.
Una regla general important a l'hora d'esmolar els trepants és mantenir la forma de la vora. No és cap secret que això no és possible en tots els casos. Sobretot quan es tracta d'esmolar broques amb un diàmetre de 10 mm o menys. No obstant això, per a aquest tipus d'element de tall, és preferible mantenir només l'angle lliure.

Pel que fa als trepants amb un diàmetre de més de 10 mm, els professionals del rectificat aconsellen esmolar no només les vores dels plans, tenint en compte la fixació de l'angle, sinó també els plans frontals, la qual cosa millora significativament les característiques tècniques de l'estructura. Aquest afilat serà més efectiu en els treballs de perforació.

A causa de l'afilat correcte del pla de rasclet, l'angle de la part de tall del trepant es fa més gran, la qual cosa augmenta significativament la resistència de l'element metàl·lic. A més, la longitud transversal de la vora es fa més petita, de manera que el producte no talla el forat, sinó que raspa.

Després del procediment d'afilat, cal afinar-lo. En termes senzills, elimineu les rebaves provocades per l'acció mecànica de la pedra de mòlta. Per a l'afilat de fàbrica, aquest procediment és extremadament important. Així, és possible augmentar el nivell de resistència al desgast de l'element de tall. A casa, l'ajustament no sempre és possible, però, si hi ha els dispositius necessaris, no podeu saltar aquest procediment.

Per a l'acabat de la llar, cal utilitzar una pedra de carbur de silici o elbor. Es poden comprar a qualsevol mercat de la construcció. La pedra de carbur de silici és de color verd. Idealment, hauríeu d'utilitzar una còpia de grau 63C amb un índex de gra de 6 i una duresa de M3-CM1. Si l'elecció va caure en una pedra d'Elbor, cal prendre un exemplar amb un índex de gra en el rang de 6-8. És important parar atenció que les pedres presentades per a l'acabat s'han de fer amb un enllaç de baquelita.

S'ha de prestar especial atenció als exercicis de pas. Es poden comprar al mercat com a articles individuals o com a kit. El diàmetre de les broques esglaonades produïdes oscil·la entre 4 i 21 mm. Els trepants de pas són d'alta qualitat i resistència al desgast, però fins i tot aquests patrons d'elements de tall es tornen avorrits. I, malauradament, la restauració de la punta del trepant només és possible en alguns models.

Si estem parlant d'un trepant victoriós, s'hauria d'utilitzar una roda de diamant per afilar.

Varietats
Al mercat modern, podeu trobar broques giratòries, models plans i centrals:
- els elements espirals, segons el seu nom, es diferencien en la forma espiral de les vores;
- els productes plans estan dissenyats per fer forats profunds de gran diàmetre;
- Les broques centralitzades s'utilitzen per centrar elements.



Tots els tipus de trepants presentats es tornen avorrits amb el temps. La reducció de la nitidesa de l'element de tall interfereix amb els treballs de construcció. Això vol dir que el producte s'ha de restaurar.

Fins ara, s'han desenvolupat 5 tipus d'afilat de trepans. Cada mètode individual correspon al tipus de material de l'element de tall i a les especificitats del seu funcionament.
- "H": aquest tipus d'esmolat és universal. No obstant això, s'utilitza per a la restauració de broques amb un diàmetre màxim de 12 mm.
- "NP": en aquest cas, es realitza l'afilat de barres transversals curtes.
- "NPL": un tipus d'esmolat implica allargar la vora transversal i l'amplada de la cinta.
- "DP": en l'àmbit professional, aquest tipus d'esmolat s'anomena "doble". A més de la vora transversal, es formen 4 vores més en forma de línies trencades.
- "DPL": la descripció és similar al mètode d'afilat quart, només s'afegeix l'afilat de la cinta.
Angle d'afilat
Com s'ha esmentat anteriorment, abans de començar l'afilat del trepant, cal calcular l'angle correcte per a la restauració de l'element de tall. Per a la comoditat de trobar l'indicador correcte, s'ha desenvolupat una taula especial, on a la primera columna s'indica el grau d'inclinació amb un valor digital i, a la segona, el material destinat a la perforació.

|
Material processat |
Angle d'afilat |
|
Acer, ferro colat, bronze |
115-120 |
|
Llautó |
120-130 |
|
coure |
120 |
|
Alumini |
130 |
|
Ceràmica, granit |
130 |
|
Fusta |
130 |
|
Màgia |
80 |
|
Silumin |
90-100 |
|
Plàstic |
90-100 |
Un angle de gir incorrecte farà que el trepant i l'eina elèctrica s'escalfin durant el funcionament. I la qualitat del forat a perforar disminueix significativament.

Requisits de l'eina
En condicions industrials, l'afilat es realitza en equips especialitzats d'acord amb les normes de seguretat. Tanmateix, per a finalitats domèstiques, s'han inventat i desenvolupat diversos altres dispositius:
- un mecanisme equipat amb una pedra d'esmolar;
- màquina connectada a la xarxa elèctrica;
- esmoladora i trepant (no obstant això, només s'utilitzen en absència de requisits estrictes per a l'angle d'afilat);
- puntes d'esmolar per a trepants.




Cada dispositiu individual ofereix un alt nivell de rendiment, precisió d'angle i facilitat d'ús. Tenen un sistema de control molt convenient que fins i tot un aficionat pot gestionar. Un altre avantatge addicional de les opcions presentades per a dispositius domèstics és el seu baix cost i la seva mida en miniatura.

L'ideal seria esmolar els trepants amb una esmoladora. Tanmateix, en absència d'aquest equip, només podeu utilitzar el disc d'aquest. El més important és que la mida del gra de la roda d'esmeril compleixi els requisits. L'esmeril rodona s'ha de fixar a un trepant o polidora. Es recomana utilitzar un molinet només com a últim recurs.
És important tenir en compte que hi ha múltiples riscos per a la salut associats amb l'esmolat dels elements de tall. Per tant, abans de començar a treballar, cal protegir els ulls utilitzant ulleres especials. S'ha de col·locar un bol d'aigua freda al costat del trepant a esmolar, en el qual es refredarà l'element de tall.

Com esmolar diferents trepants?
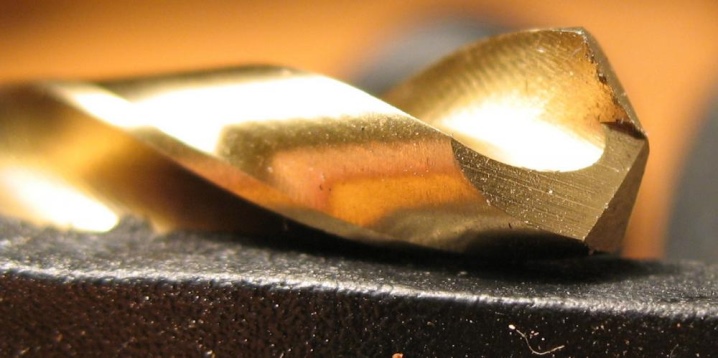
Segons els experts, cal iniciar una pràctica independent d'esmolar trepants amb productes de tall amb un diàmetre de més de 10 mm. L'angle d'agudització d'aquests elements és de 120 graus. Després del procediment, la part frontal del trepant ha de ser simètrica. Si es produeix un error durant l'afilat, es pot corregir immediatament.
A certa distància de la vora de tall, hi ha l'anomenada superfície de flanc. Ha d'estar a 1-1,5 mm de la vora de tall cap avall.

A més, es proposa familiaritzar-se amb més detall amb la part teòrica del procés d'afinació de bricolatge. En primer lloc, heu de fer una mica de preparació. A la superfície de la mola, dibuixeu una línia paral·lela a la rotació de l'eix amb un rotulador negre.
A continuació, heu de col·locar el trepant correctament. S'ha de mantenir clarament horitzontal. En aquest cas, les marques fetes amb un rotulador es situaran lleugerament per sobre de l'eix de rotació. Així, la part longitudinal de l'eina, situada horitzontalment, es girarà cap a l'esquerra uns 30 graus aproximadament, la qual cosa garantirà que s'obté l'angle d'afilat requerit.

Ara pots passar de la teoria a la pràctica. Es pren un trepant amb una punta roma. A continuació, heu de trobar la posició correcta de l'eina. Inicialment, un costat està esmolat, i després l'altre. En cap cas t'has de precipitar. El treball ha de procedir amb la màxima cura.Si de sobte la vora esmolada s'escalfa i es torna vermella, cal submergir el trepant en un recipient d'aigua. Després de refredar l'element de tall, podeu continuar treballant.
Un cop acabat d'esmolar el trepant enderrocat, heu de comprovar el resultat. Per a això, s'agafa un trepant, s'introdueix una eina esmolada al portabroques. A continuació, podeu intentar perforar una superfície d'acer de 8 mm de gruix. Si els forats es poden perforar sense dificultat, el procés d'esmolat era correcte.



De fet, hi ha moltes maneres d'esmolar els elements de tall. I cada mètode independent suposa el processament de trepants per a diferents materials. Per a l'alumini, coure i fins i tot acer inoxidable, s'utilitzen broques giratòries, que s'afilen segons el "mètode" universal i doble. L'afilat d'un trepant per a la soldadura per punts es fa amb una esmoladora. Les broques petites amb un diàmetre inferior a 4 mm s'afilen exclusivament a mà. Per cert, si cal, podeu esmolar vosaltres mateixos el trepant antic del tallador.
Malauradament, no tothom aconsegueix esmolar un trepant avorrit la primera vegada amb les seves pròpies mans... Però amb una mica de paciència, podreu aconseguir un resultat positiu.


Sobre formigó
En els trepants de formigó, només s'afila la superfície posterior. Per a la restauració, s'ha d'utilitzar el mètode de dos plans o cònic.
Primer cal que us familiaritzeu amb el mètode d'afilat cònic. L'element de tall s'ha d'inserir al prisma de la mòlta, que es mou al voltant del seu eix. A continuació, configureu els paràmetres. L'eix del conic ha de tenir un angle de 45 graus amb l'eix de la broca. Només queda activar el dispositiu i esperar fins al final del treball. El mètode cònic s'utilitza per crear un fort augment de l'angle de separació de l'element de tall.

Per automatitzar el procés, es recomana utilitzar el mètode del cargol. Es caracteritza per moviments cap endavant coherents amb la rotació de la mola. Notablement, aquest mètode us permet afinar simultàniament les cantonades davantera i posterior de l'element de tall.

Fusta
En primer lloc, cal recordar que aquest procés de treball és molt complex. La primera vegada que ningú pot esmolar correctament un trepant de fusta. Per iniciar l'auto-restauració d'aquest element tallant, hauríeu de practicar amb un instrument gastat.
La principal dificultat del treball és que fins i tot un moviment incorrecte pot provocar danys al trepant. Per això, cal seguir clarament les instruccions prescrites:
- s'ha de col·locar un recipient amb aigua al costat del lloc de treball;
- és important aconseguir un angle de 45 graus;
- els trepants s'han de subjectar a la vora del disc;
- perquè el procés d'esmolat vagi sense problemes, cal col·locar l'element de tall a la rentadora;
- les vores han d'estar lleugerament encaixades un parell de mil·límetres i controlar-ne la uniformitat;
- quan el procés d'esmolat s'acosta a la seva conclusió lògica, cal reduir la velocitat de la màquina;
- al final del treball, cal refredar l'element de tall i comprovar-ne el rendiment.

Per al metall
El principi d'esmolar un trepant per a metall no és especialment difícil, però encara requereix paciència. Amb la mà esquerra, cal agafar l'eina i subjectar-la al costat de la base de treball. Amb la mà dreta, cal agafar la cua del trepant i començar la rotació del disc. La part posterior de la vora es porta fins a la part giratòria. Amb una lleugera pressió, cal girar el trepant. Al mateix temps, mantingueu el pendent adequat en tot moment. És molt important que les vores de tall tinguin la mateixa longitud i angles idèntics.
Només queda comprovar el trepant afilat.

Una manera fàcil d'esmolar un trepant es troba al vídeo següent.













El comentari s'ha enviat correctament.